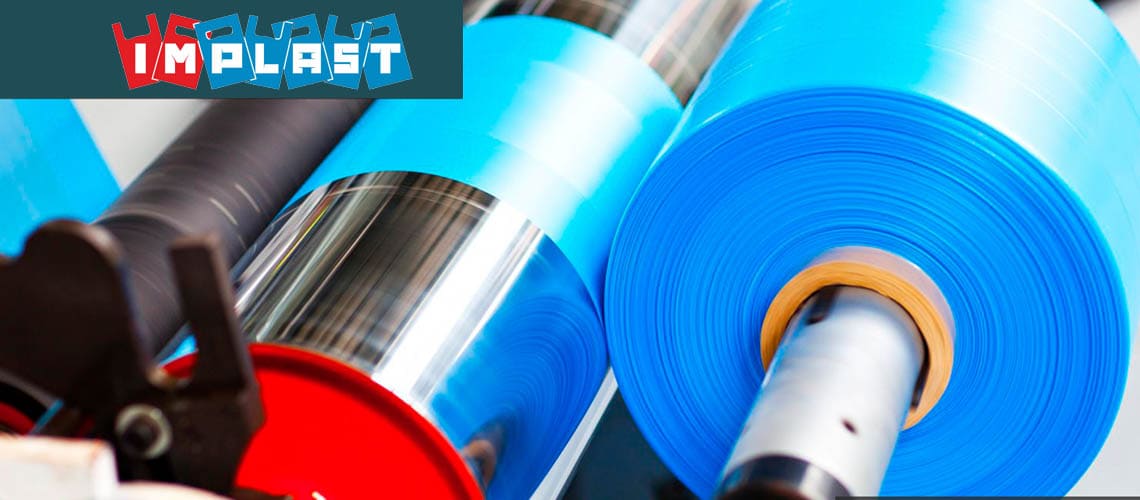
Основний процес отримання поліетиленових пакетів: етап екструзії
У процесі виробництва поліетиленових пакетів першим технологічним етапом є видування плівки заданих параметрів. Протягом цієї фази визначають конструктив (полотно, рукав або напіврукав), щільність (товщина), якість (ПВТ, ПНТ або ПСТ) і колір забарвлення плівки в масі.
Найбільш поширений метод екструзії розплаву поліетилену з певною в'язкістю через кільцеву щілину з подальшим роздуванням балона повітрям, хоча існують інші способи плівкового виготовлення.
Екструдер – це спеціальний пристрій, що дозволяє виготовити плівку із розплаву гранульованого полімеру.
Розглянемо процес екструзії детальніше. Спочатку гранула поліетилену завантажується в бункер, потім екструдер розігрівається, внаслідок чого відбувається перетворення гранули на однорідну, в'язку масу. Вона видавлюється з кільцевої щілини матричної головки, яка утворює трубу з діаметром, що дорівнює діаметру кільцевої щілини.
Труба втрачає свою первісну форму під впливом стисненого повітря і в результаті перетворюється на балон, який витягнутий уздовж вертикальної осі і плескати колапсерами перед входом в зазор між валками елеватора. Тобто на виході ми бачимо – сплющений рукав.
Якщо в процесі екструзії задіяні фальцювальники, зрештою отримають фальцовинний сплющений рукав.
Всі екструдери оснащені додатковими пристроями: коронаторами, які використовуються для обробки зовнішніх поверхонь сплющеного рукава за допомогою коронного електричного розряду та ножами, які у свою чергу в процесі екструзії використовуються для поздовжнього різання сплющеного рукава.
Використання коронаторів або тритерів необхідно в тому випадку, якщо на плівку, що виробляється, згодом буде нанесено друк.
Причина в тому, що плівка з поліетилену, на відміну від паперу, не є волокнистим матеріалом, тому тільки при наявності валентних зв'язків фарба може міцно утримуватися на поверхні.
Валентний зв'язок – це процес зчеплення плівки із фарбою на молекулярному рівні. Але такі зв'язки переважно можливі лише на кінцях полімерних ланцюгів.
Плівка із гранули поліетилену низького тиску характеризується довгими молекулярними ланцюжками (70-80% кристалічності), тому рівень кількості вільних (валентних) місць порівняно низький.
Молекулярні ланцюжки плівки з гранули поліетилену високого тиску коротші, тобто значно більша кількість валентних місць. Але в другому випадку, як і в першому, все одно недостатньо.
Одним із способів підвищення енергетичного рівня поверхні плівки (освіта великої кількості валентних місць) є обробка її коронним електричним розрядом.
Обробка за допомогою коронного розряду є "бомбардуванням" потоком поверхні плівки зарядженими частинками (електронів та іонів) у присутності озону. При цьому руйнуються довгі полімерні ланцюги на поверхні плівки та утворюються «хвости», які «охоче» зчіплюються з частинками фарби.
Ця сполука поліетиленового полотна з фарбою називається адгезією.
Якщо поверхня поліетиленового полотна була оброблена з допомогою коронного розряду, то одна крапля фарби, нанесена на поверхню, протягом двох-трьох секунд набуде форми півсфери.
У разі обробки поверхні полотна коронним розрядом, крапелька розтечеться і на молекулярному рівні з'єднається з поліетиленом, використовуючи численні валентні зв'язки. Це і є визначення стійкості фарби після флексодруку, яка є другим технологічним етапом після екструзії.